

+Production DescriptionThe Z-type bucket elevator completes the horizontal to vertical and then to horizontal conveying process through a combination of conveyors, and is suitable for continuous vertical lifting of powdery, granular, and small materials. It can be designed for single or multiple point feeding and unloading, so it has a wide range of applications in various industrial settings.ModelMaximum outputBucket volumeOperating speedMax lifting heightMax horizontal lengthPowerLNZD-1L3m³/h1......
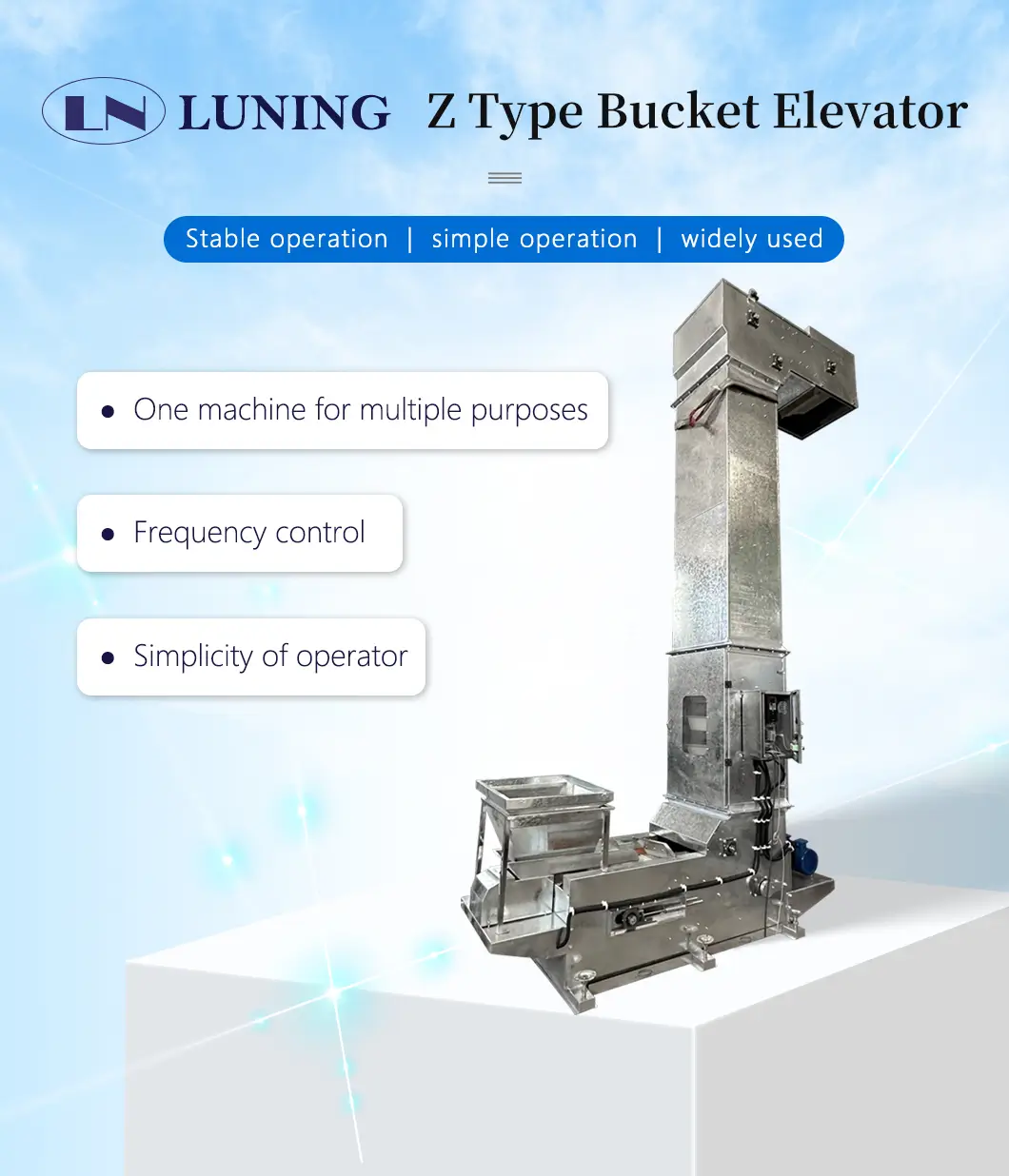
The Z-type bucket elevator completes the horizontal to vertical and then to horizontal conveying process through a combination of conveyors, and is suitable for continuous vertical lifting of powdery, granular, and small materials. It can be designed for single or multiple point feeding and unloading, so it has a wide range of applications in various industrial settings.
| Model | Maximum output | Bucket volume | Operating speed | Max lifting height | Max horizontal length | Power |
| LNZD-1L | 3m³/h | 1L | ≤0.3m/s | ≤45m | ≤100m | 0.75-22kw |
| LNZD-1.8L | 6m³/h | 1.8L | ||||
| LNZD-2L | 6m³/h | 2L | ||||
| LNZD-3L | 8m³/h | 3L | ||||
| LNZD-5L | 12m³/h | 5L | ||||
| LNZD-7L | 15m³/h | 7L | ||||
| LNZD-10L | 22m³/h | 10L | ||||
| LNZD-15L | 30m³/h | 15L | ||||
| LNZD-20L | 40m³/h | 20L |
1. Hopper loading: The material is loaded into the hopper located on the chain from the feeding port. The hopper is usually fixed on a chain, which surrounds the driving wheel and the driven wheel.
2. Drive start: The deceleration motor starts and the chain is driven by the driving wheel to start running. The hopper on the chain moves along a specific track.
3. Material lifting: As the chain moves, the material carried by the hopper rises vertically. The special feature of the Z-type bucket elevator is that it undergoes at least one 90 degree turn during vertical lifting, forming a "Z" shaped lifting path.
4. Flipped unloading: When the hopper reaches the top and turns the bend, it will flip and dump the material into the designated unloading port or receiving equipment.
5. Return cycle: Under the action of gravity, the empty hopper returns to the bottom of the machine along the track on the other side, reloads the material, and starts a new cycle.
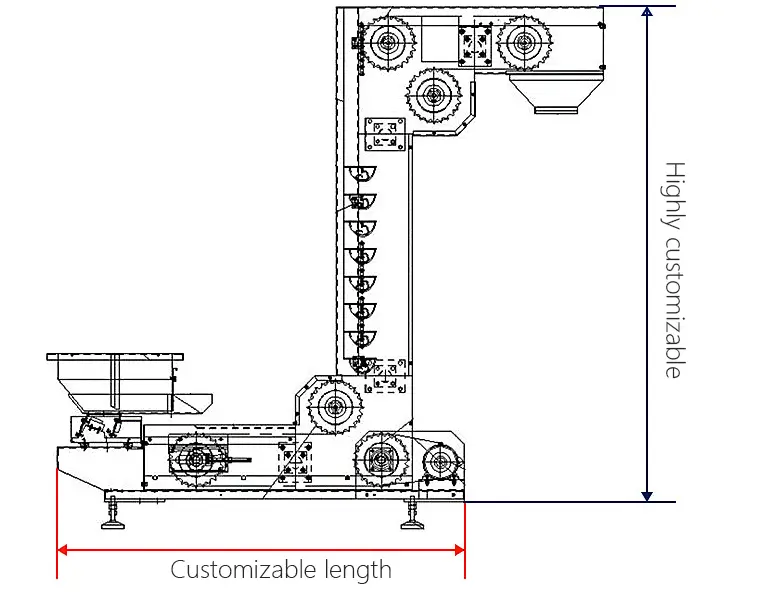
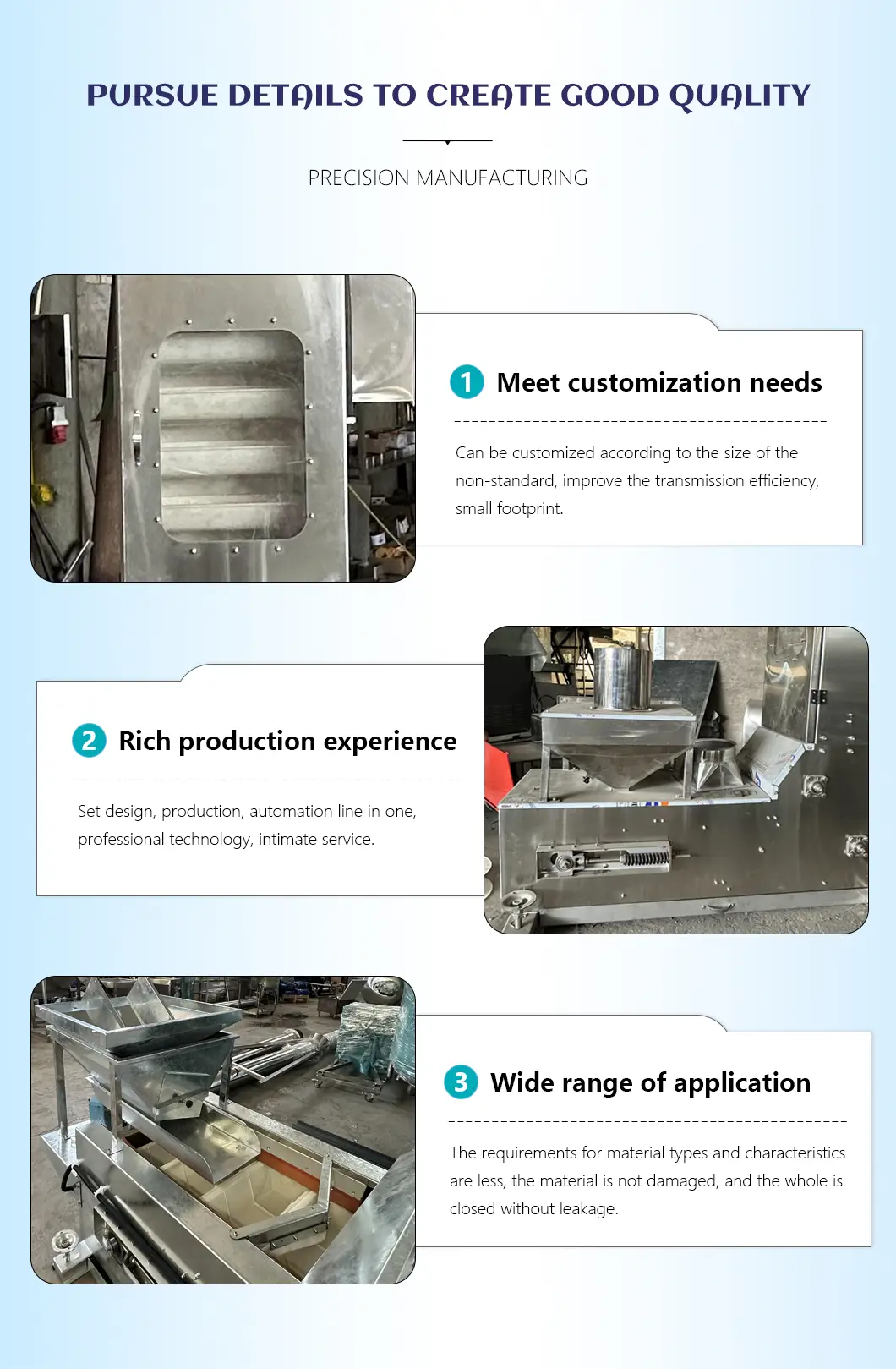
1. Compact structure and high space utilization: The Z-type bucket elevator is designed to be compact and can achieve efficient material transportation in limited space, making it particularly suitable for situations with limited space.
2. Flexible conveying direction: able to combine horizontal and vertical conveying to adapt to different process layout requirements.
3. Fully enclosed structure, pollution-free: Its enclosed casing design can effectively prevent material leakage during transportation, reduce environmental pollution, and also protect materials from external pollution.
4. Reduce material damage: The hopper design is reasonable, and the material damage rate during transportation is low, especially suitable for conveying fragile materials.
5. Adjustable conveying speed: The conveying speed can be adjusted according to the characteristics of the material and production needs to improve conveying efficiency.
6. Smooth operation and low noise: The equipment runs smoothly with low noise, which is beneficial for improving the working environment.
7. Easy to operate and maintain: The Z-type bucket elevator is easy to operate, maintain and clean, and reduces the cost of use.
8. Wide applicability: Suitable for conveying various materials, such as solid and granular materials in industries such as food, chemical, and pharmaceutical.
9. High degree of automation: It can be combined with automated production lines to achieve automatic cutting and multi-point feeding, improving the level of production automation.
10. High temperature and low temperature resistance performance: Some models of Z-type bucket elevators are made of special materials that can adapt to material transportation in high or low temperature environments.
1. Food industry
Used for conveying granular or small pieces of materials such as nuts, candies, cookies, grains, rice, potato chips, puffed foods, seasonings, frozen foods, etc.
Often combined with multi head scales, packaging machines, metal detection machines, etc. to form an automatic packaging production line.
2. Pharmaceutical industry
Transporting bulk pharmaceutical raw materials such as tablets, capsules, granules, etc;
Can be used with pharmaceutical packaging machines to meet GMP cleanliness standards.
3. Chemical industry
Transporting chemical raw materials such as plastic pellets, fertilizers, resins, dyes, etc. in granular, flaky, crystalline, and powdered forms.
4. Agriculture and Feed Industry
Transporting materials such as seeds, feed pellets, and feed additives;
Can be applied to seed processing lines, feed mixing, and packaging systems.
5. Daily chemical industry
Transporting granular products such as laundry detergent, granular soap, desiccants, etc;
Can be integrated with filling and packaging equipment for use.


The dry granulation machine adopts the dry rolling process technology to compres

The machine is compliance with the GMP requirement on the production of pharmace

The Z-type bucket elevator completes the horizontal to vertical and then to hori

The fully automatic centrifugal discharge oil filter is widely used in industria

Vacuum drum filter is a continuous vacuum filtration equipment widely used i

